高光强化木地板是以专用纤维板为基材,基材背面铺装平衡纸,正面依次铺装装饰纸、耐磨纸,组坯后经热压、冷却、锯切、双端企口、企口封蜡等工艺加工而成的一种地板产品,因其具有耐磨、耐划痕、耐脏及性价比高等优点,目前已占据木质地板市场的主要份额。光泽是检验高光强化木地板质量品质的重要指标,为了准确的测量高光强化木地板的光泽度,管控其装饰效果,就可以使用光泽度仪。本文介绍了高光强化木地板表面光泽度要求及测量方法。

高光强化木地板表面光泽度要求:
浸渍纸层压木质地板(俗称强化木地板)是以专用纤维板为基材,基材背面铺装平衡纸,正面依次铺装装饰纸、耐磨纸,组坯后经热压、冷却、锯切、双端企口、企口封蜡等工艺加工而成的一种地板产品,因其具有耐磨、耐划痕、耐脏及性价比高等优点,目前已占据木质地板市场的主要份额。
为追求差异化的装饰效果,近年来市场上出现一种仿实木地板表面油漆特性的高亮光型强化木地板产品(简称高光强化木地板),表面光泽度一般在80~110°之间,纹理更清晰,可产生类似钢琴漆面的视觉效果。
这类强化木地板的加工工艺主要有3种:1)省去耐磨纸,表面只压贴浸渍装饰纸,再采用实木地板的面漆工艺涂饰;2)省去耐磨纸,在装饰纸上浸渍含有少量耐磨剂的浸渍胶后压贴;3)保留耐磨纸,采用高抛光不锈钢垫板、中温(120~150℃)压制习。工艺1和2所产木地板表面的光泽度和纹理清晰度有所提高,但耐磨性难以保证;工艺3在保持木地板产品耐磨性的前提下,可获得高光泽度和清晰度,但随垫板使用次数的增加,木地板的表面粗糙度增加,光泽度快速下降,严重影响产品质量。因此,为了准确的测量高光强化木地板光泽度,为高光强化木地板生产工艺的管理和调整,提供技术依据,就可以使用光泽度仪。
光泽度仪测量高光强化木地板表面的光泽度:
传统高光强化木地板表面的光泽度测定方法主要是依靠人眼进行目视测量,但这种测量方法容易受观察者视觉、观察光源、观察角度等的影响,而导致测定结果不够准确,且只能描述光泽的高低,不能进行定量的评价。随着工业化的不断发展,为了满足人们对物体光泽度测量的需求,市面上就出现了许多的光泽度测量仪器,也就是光泽度仪。
光泽度仪由光学器件组成,它内装一个白炽光源、一个聚光镜和一个投影仪或源镜头。这些器件产生的入射光束直接照射到试样上,然后由一台灵敏的光电检测器汇集反射光并产生一个电信号,信号放大后激发一只模拟仪表或数字显示仪表以示出光泽值。
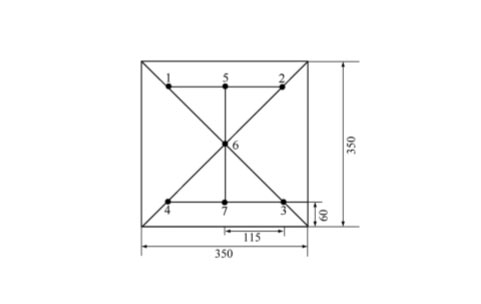
使用光泽度测量高光强化木地板表面的光泽度时,采用光泽度仪测量投射角度为60°参照GB/T9754-2007《色漆和清漆不含金属颜料的色漆漆膜的20°、60°和85镜面光泽的测定》,按下图所示的7个测点进行检测,结果取平均值。