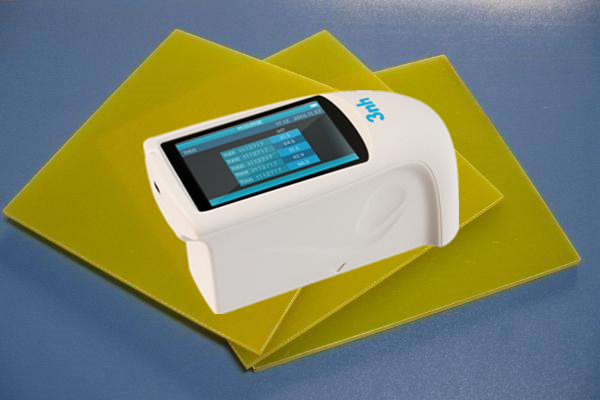
热塑挤出片材是一种使用的塑料制品,由于制作工艺上的差异,就可能会导致片材外观性能有所区别。为了检定热塑挤出片材的质量,就可以使用光泽度仪来测量其表面光泽度。
热塑挤出片材光泽度要求:
热成型指的是对挤出热塑性片材通过一系列的成型或拉伸得到的制品的方法,具体来说就是通过加热软化片材,然后借助真空或低的压力使软化的片材压向整个模面,从而得到简单又经济的制品。
塑料作为一种常用的工业原材料,在很多行业都有着广泛应用。例如塑料外包装、塑料日用品、塑料家居等等。塑料主要有各种合成树脂、填料、增塑剂、稳定剂、润滑剂、色料等添加剂组成,由于原料具有的特性不同以及生产工艺上的差别,就会导致塑料制品产生各种各样的光泽。人们所说的塑料光泽度指的就是其表面对光的镜面反射能力。它是指在一组几何规定条件下对材料表面反射光的能力进行评价的物理量,具有方向选择的反射性质,常常会使用专业的光泽度仪来进行测量。
热塑挤出片材光泽度检测方法:
为了准确的评定塑料镜面光泽度,就可以按照国家标准GB/T 8807-1988《塑料镜面光泽试验方法》来进行检测。此标准规定了用20°角、45°角和60°角测量塑料镜面光泽的三种方法,适用于塑料镜面光泽的测量。其中20°角用于高光泽塑料,45°角主要用于低光泽塑料,60°角主要用于中光泽塑料。对于镜面光泽的比较,仅适用于采用同一方法的同种类型的塑料。
1、试样及其制备要求
试样表面应光滑平整、无脏物、划伤等缺陷。试样应在不同部位裁取,其尺寸为100mm*100mm,试验中每组试样应不少于三个。
2、标准板要求
一级工作标准版:选用高度抛光的平整黑玻璃板。对于20°角和60°角,采用折射率为1.567的黑玻璃板,光泽值规定为100;对于45°角,采用折射率为1.540的黑玻璃板,光泽值规定为55.9。
二级工作标准板:选用坚硬、平整、表面均匀的陶瓷等,符合镜面光泽仪的矫正要求。
标准版须保持清洁,不得损伤其表面。使用时,应拿其边缘,切勿触摸表面。清洗时,切忌用毛巾,硬毛刷或纸等擦拭,应采用光学镜片的清洗液清洗表面。
3、试验步骤
试验中必须对镜面光泽仪进行校正。首先,对一级工作标准板定标,然后,检验二级工作标准板的镜面光泽。如果二级工作标准板的测量读数超过其标称值一个光泽单位,那么,该镜面光泽度仪必须有制造厂调整后,方能使用。光泽度仪校正通过后,就可以使用光泽度仪直接进行检测。
